Introduction
Why does your case erector keep jamming, misfeeding, or producing unsquare boxes?
Have you ever stood on a CPG line watching a case erector jam again and wondered why it’s always the same machine?
Why does this particular machine seem more prone to errors, misfeeds, or broken tape than anything else in your plant? Are case erectors really that unreliable, or is something else going on?
In this article, we’ll walk through common failure symptoms, what causes them, how to fix them, and what to look for when buying or specifying new equipment.
You’ll learn that most recurring case erector issues aren’t mechanical defects. They’re system-level problems that surface at the case erector first because, while it appears simple, your case erector is one of the most unforgiving machines on the line.
Top 8 Case Erector Problems At a Glance
-
Jams in transfer/sealing section – often due to case variation or poor squaring
-
Misfeeds, double-picks, failed picks – caused by vacuum leaks, filter clogs, worn cups, misaligned magazine clips, or out-of-tolerance corrugate
-
Out-of-square cases – rooted in bad scoring, crooked joints or machine inadequacies
-
Flap folding/tucking failures – often caused by debris, poor score depth, or misalignment
-
Tape defects – like poor cutoff, tape breakage, or misalignment
-
Hot-melt issues – such as char, nozzle clogging, or irregular patterns
-
Nuisance stops from sensors – due to sensor blockages or poor buffering
-
Safety & jam-clearing risks – related to access, guarding, and lockout/tagout gaps
What Does a Case Erector Actually Do?
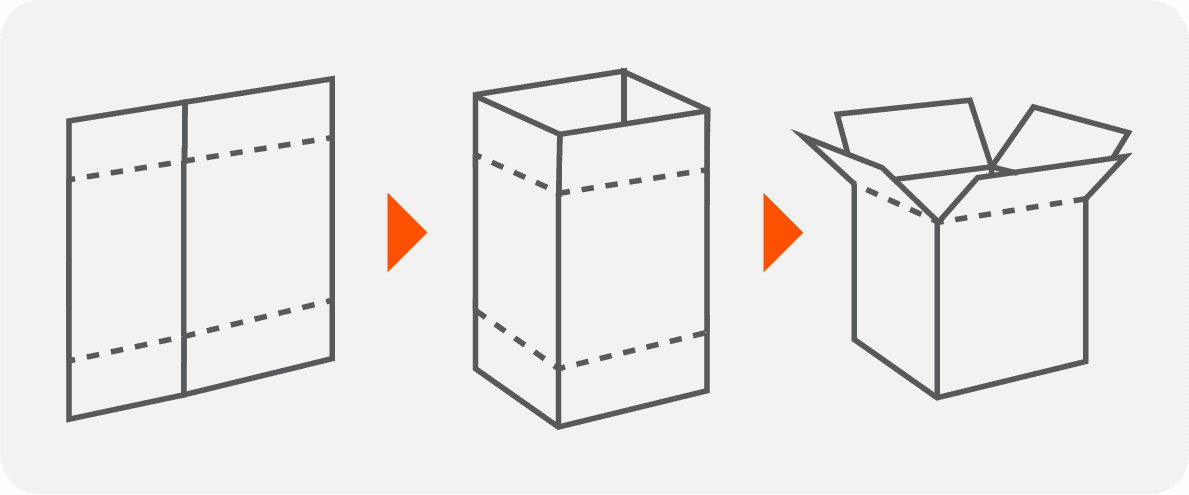
To understand why failures occur, it helps to break down your average erector’s sequence of operations:
-
Pick a knocked-down case from a magazine (often vacuum cups, sometimes pins)
-
Open and break score lines
-
Square the case into a sleeve
-
Fold and tuck bottom flaps
-
Seal bottom flaps with tape or hot melt
-
Discharge to downstream equipment (using sensors to prevent backups)
Failure at any stage usually shows up as a jam, misfeed, or a deformed case—but the root cause often lies upstream.
Automated erectors are precise, repeatable machines.
That means even small inconsistencies—like poor score depth, humidity-softened corrugate, or misaligned changeovers—can lead to large reliability problems. Your blank might be fine when forming by hand, but still jam the machine.
Common Symptoms Plant Teams Actually See
You’ll hear maintenance or operators say things like:
-
“It keeps jamming in the tape section”
-
“We’re seeing double-picks or failed picks”
-
“Boxes coming out aren’t square”
-
“Flaps won’t fold right”
-
“Tape is breaking too much”
-
“It keeps stopping for no reason”
Each of these maps to specific failure modes—and each has known root causes.

11 Root Causes Behind the Most Common Case Erector Failures
Root Cause #1: Corrugated Quality & Variability
This is the #1 source of recurring issues—confirmed by both OEMs and experienced integrators.
-
Over-glue in joints effectively “glues the box shut,” causing failed opens
-
Shallow score depth causes flap folding issues and out-of-square cases
-
Crooked manufacturer’s joint forces unsquare forming and sealing gaps
-
Warped cases or high recycled content causes pick instability and tape failures
Buying Implication
Test worst-case blanks during FAT/SAT. Include warped, high-recycled, and humidity-exposed samples, not just perfect ones. In doing so, pay attention to Fibre Box Handbook, which gives good guidance that should serve as a baseline for your corrugate expectations.
Root Cause #2: Storage, Handling, and Humidity
If corrugate is stored improperly or exposed to moisture, expect reliability problems.
-
PMMI and Fibre Box Association recommend 30–70% RH, 40–100°F
-
High humidity → warp, delamination, softening, increased friction
-
Overly dry → brittle, cracking
-
Store flat, off the floor, FIFO, away from doorways or damp zones
Buying Implication
If your plant sees seasonal humidity swings, you must spec that operating envelope and potentially budget for environmental control.
Root Cause #3: Setup Errors and Changeover Misalignment
The most preventable category.
Per your SMEs: Poor setup—especially in vacuum cup alignment, belt spacing, and tape head tension—causes a majority of jams.
Examples include:
-
Belts too close → friction and jamming
-
Cups misaligned → failed picks or dropouts
-
Tape head tension incorrect → case sticks or tears, free spooling
Buying Implication
Look for machines that are simple, repeatable and offer tool-less changeover, pictorial guides, and a robust training support.
Root Cause #4: Vacuum, Pneumatics, and Air Quality
-
Worn vacuum cups, cracked hoses, or poor clipping → failed, dropped or double picks
-
Dirty filters or moisture in air lines → weak vacuum performance
Vacuum cups are one of the most common spare parts shipped.
Buying Implication
Include required pressure/flow specs, maintenance access points, and vacuum fault detection where possible. Identify equipment with designs that minimize the need for air.
Root Cause #5: Mechanical Wear and Corrugate Dust
Even the best machines degrade without preventive maintenance.
-
Corrugate dust → clogged filters and build up on components
-
Adhesive buildup on blades and rollers → tape and glue failures
-
Belt wear → jamming and inconsistent sealing
Buying Implication
Choose machines with minimal components/easy cleaning access, and standardize on wear part kits (suction cups, blades, belts, etc).
Root Cause #6: Tape Sealing System Defects
Many tape issues (breaks, offset tape, failed cutoffs) stem from:
-
Dirty or worn tape heads
-
Poor tape quality
-
Incorrect tension or threading
-
Substrate mismatch with recycled corrugate
Buying Implication
Choose systems with:
-
Trusted tape head models
-
Reputable tape manufacturers with high-quality tape
-
Clear monitoring or alerts
-
Settings that adapt to recycled content
Root Cause #7: Hot Melt Sealing Problems
For hot-melt-equipped erectors, issues often include:
-
Char or blockage in nozzles
-
Inconsistent bead application
-
Unplanned downtime from adhesive degradation
Buying Implication
Treat adhesive systems like standalone assets. Invest in monitoring, filtration, and melt-on-demand if uptime matters.
Root Cause #8: Sensor Stops and Downstream Bottlenecks
A “stopping” case erector isn’t always broken—it may be waiting.
-
Exit sensor blocked → machine halts to prevent backup
-
Lack of accumulation → every downstream hiccup stops forming
-
Poor sensor alignment → false faults
Buying Implication
Consider line integration holistically—handshake logic, accumulation space, and true OEE—instead of just focusing on CPM ratings.
Root Cause #9: Case Width or Height Variation in the Sealing Section
This is one of the most frequently cited root causes of jams.
-
Even slight case width variation affects control between belts
-
Some designs tolerate this better with lugged belts, or spring-loaded side belts that assist with case squaring
Buying Implication
Ask: How does your machine handle warped, wide, or narrow cases at full speed?
Root Cause #10: Out-of-Square Cases = Downstream Chaos
If your erector sends unsquare cases to the packer or palletizer:
-
You’ll see stacking failures, inconsistent loads, and unstable pallets
-
OEMs confirm: square cases lead to stronger stacks and fewer downstream issues
-
Retailers confirm: square shelf-ready cases make better presentation on store shelves
Buying Implication
Define discharge squareness tolerances in FAT/SAT acceptance tests.
Root Cause #11: Safety and Jam-Clearing Risks
Not all equipment is equally safe when something goes wrong.
-
Lockout/tagout rules apply when unjamming exposes workers to motion
-
More handoffs → more pinch hazards
-
Poor guarding → risk during troubleshooting
-
More machine complexity and/or components → more time to troubleshoot and resolve problems
Buying Implication
Factor guarding, interlocks, and safe access into total cost—not just purchase price.
Diagnostic Guide: What Maintenance Should Check First
At 2 a.m., your team wants answers fast. Here’s where to start:
Buying Smart: Avoiding Case Erector Downtime
Spec your reality, not the brochure. Include:
-
Corrugated types (recycled %, score style)
-
Environment (humidity range, conditioning practices)
-
Line integration details
FAT/SAT acceptance tests should include:
-
Consumable inspection and evaluation (specifically corrugated material)
-
Jam rate under worst-case blanks
-
Squareness tolerance
-
Seal quality (tape centering or bead consistency)
Consider technologies and systems that reduce failure risk:
-
Positive-force case-opening
-
Positive-force squaring
-
Spring-loaded or adaptable belt systems
-
Open machine design
-
Adaptive tape/hot melt systems with monitoring
And don’t run at the edge.
Buying a machine 10–15% over line speed protects uptime.
conclusion
Case Erector Reliability Is Designed, Not Hoped For
At the end of the day, you’re not just “buying a box machine.”
You’re investing in the first touchpoint of your packaging line—and the performance of everything downstream depends on how reliably it performs.
Now that you’ve seen how corrugated quality, setup discipline, environmental control, and system integration all influence reliability, your next step is to define what your case erector needs to succeed.
Want to go deeper? Check out How to Budget for a Case Erector System to understand the tradeoffs behind your next erector spec.
Explore INSITE Solutions
Automation doesn’t have to be all-or-nothing. Learn more about INSITE’s modular approach.